

INFO FOR EU RESIDENTS
Available in the EU with 0 VAT and custom duties payed. Dispatched from Lithuania
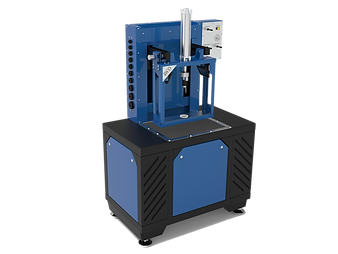
Soudeur de convertisseur de couple
Cette machine à souder à convertisseur de couple est conçue et ajustée en fonction de toutes les nuances pouvant survenir lors du soudage des moitiés d'un convertisseur de couple servant de clé pour résoudre les problèmes de TC. Différents modes sont proposés en fonction des volumes et des préférences des clients : l'unité peut être utilisée pour l'utilisation d'un ou deux pistolets de soudage.
CARACTÉRISTIQUES :
Structure rigide et utilisation de mécanismes et de pièces de haute précision
Récupération de la tolérance de jeu de clé du faux-rond et du jeu axial
Commande pratique avec un seul écran tactile
Menu détaillé dans différentes langues
Emplacement précis du mécanisme du brûleur à gaz et des outils de mesure
Possibilité de remplacement facile du moyeu de roue
Boutons supplémentaires de contrôle manuel (fonction complémentaire)
La soudeuse est livrée en standard avec une soudeuse pour une production régulière. De plus, il peut être mis à niveau vers un soudage à double pistolet.
L'écran tactile industriel permet une utilisation simple avec ou sans gants de protection
Panneau de commande de style compréhensible et moderne pour une navigation rapide et confortable
Prises Ethernet et USB pour faciliter les mises à jour logicielles
Undoubtedly The Most Advanced Torque Converter Welder Available In The Market


FEATURED PRODUCT:
WS 3.2 TORQUE CONVERTER WELDER

Nouvelles fonctionnalités de la soudeuse WS 3.2
Le matériel du poste de soudage est géré par notre contrôleur HTC-S, ce qui facilite les mises à jour logicielles et les mises à niveau du micrologiciel.
Augmentation de la rotation du plateau tournant (jusqu'à 60 tr/min) - permettant un placement très rapide des points de soudure. Les déplacements entre les 2 points de soudure (même à 180 degrés opposés) se font en moins d'1 seconde. Cela empêche totalement la déformation du métal et garantit un alignement précis.
Panneau de commande à écran tactile, dupliquant les principaux modes de fonctionnement avec des boutons physiques. Cela permet à l'utilisateur de continuer à utiliser le mode d'urgence pour le contrôle manuel même si l'ordinateur à écran tactile est endommagé d'une manière ou d'une autre.
Panneaux amovibles en acier inoxydable dans la zone de soudage - pour une protection supplémentaire contre les éclaboussures de soudure.
Éclairage supplémentaire de la zone de travail avec un interrupteur séparé sur le panneau de commande.
Ventilateur d'extraction pour éliminer les sous-produits de soudage.
Écran couvrant la zone de travail pour protéger l'opérateur pendant le cycle de travail.
Mandrins de précision Set-tru en acier et roulements de haute précision - vous atteignez le plus haut niveau de précision.
Marques spéciales sur la plaque frontale avec un pointeur permettant le positionnement le plus précis des torches de soudage - avec un bouton supplémentaire de retour à la position '0' pour lancer le processus de soudage.
Procédure simplifiée de mise à jour du poste de soudage à 2 pistolets - en cas de volumes particulièrement élevés - avec un processus de rechargement logiciel facile.
Système Dual chuck

Étant donné que la variété des convertisseurs de couple réparés au cours de la journée de travail peut être assez élevée, les techniciens doivent faire face à des convertisseurs de couple de différentes tailles. Pour augmenter l'efficacité du travail, il est nécessaire d'accélérer les opérations de préparation et de finition. C'est pourquoi des mandrins à centrage automatique à trois mors avec entraînement manuel sont utilisés comme éléments de verrouillage pour accélérer l'installation du convertisseur de couple sur le poste de soudage. Il permet aux techniciens d'installer des convertisseurs de couple avec différents diamètres du moyeu et du pilote sur le support sans aucune manipulation supplémentaire. La force de serrage des mandrins est suffisante pour verrouiller le convertisseur de couple pendant le processus de soudage et pour fournir la précision requise à l'étape finale de la réparation.
Lors de l'utilisation de pinces de serrage, il sera nécessaire de changer les pinces à chaque fois que les diamètres du moyeu et du pilote du convertisseur de couple à réparer diffèrent des dimensions de l'unité précédente, ce qui entraîne des réajustements de support chronophages. En cas d'utilisation de douilles/douilles d'adaptation, il peut y avoir des doutes quant à la fiabilité du verrouillage du convertisseur de couple, et il y a également un risque d'un jeu entre la douille et le moyeu (pilote). La taille du dégagement est une erreur de localisation/positionnement, qui entraîne par la suite un désalignement entre le moyeu et le pilote. Le désalignement ne fera qu'augmenter pendant le soudage.
Contrôle électronique

Le système de contrôle électronique permet aux techniciens de régler la vitesse de soudage, en passant du mode soudage au mode rotation avec une très grande précision. Au stade du soudage, il est extrêmement important de synchroniser la rotation du convertisseur de couple avec les moments de démarrage/arrêt du soudage. Il est également nécessaire d'avoir une large plage de réglage pour différents paramètres (vitesse de rotation, nombre de points de soudure, etc.). Ce système de contrôle permet de régler la vitesse de soudage en saisissant le diamètre du convertisseur de couple, ce qui simplifie grandement la configuration du poste de soudage. De plus, il est également possible de modifier le niveau de positionnement vertical de la broche (mandrin supérieur). De plus, ce système de contrôle simple et convivial permet de changer facilement la langue de l'interface et les unités de mesure. Tous les facteurs mentionnés placent un tel système bien au-dessus de toutes les solutions analogiques.

ACCUTURN est une solution en instance de brevet pour les soudeurs Hydra-Torque de 3e génération. L'une des principales causes de désalignement est le refroidissement inégal des points de soudure. Cette technologie permet de minimiser le désalignement des deux moitiés d'un convertisseur soudé. Avec la fonction ACCUTURN, le délai entre 2 points de soudure diamétralement opposés (c'est-à-dire à 180 degrés l'un de l'autre) est inférieur à une seconde. La vitesse de rotation du plateau tournant entre les points de soudure est augmentée grâce à l'utilisation d'un puissant moteur pas à pas. L'entraînement à vis sans fin compense les charges d'inertie élevées lors de la mise en place de pointes à haut régime, permettant un arrêt presque instantané de la plaque frontale.
Other Features



The torque converter welder boasts several notable features. Firstly, it incorporates the use of precision laser positioning to ensure accurate placement of welding guns, particularly when utilizing the dual gun welding option available in the WS welder model. Additionally, the HD (Heavy Duty) welder option showcases a spacious 450 mm faceplate, offering ample working area for welding tasks requiring extra strength and durability. Furthermore, the inclusion of the NOGA console enhances convenience by securely holding welding torches in place during operation.
Outils supplémentaires pour l'atelier Convertisseur de couple

L'équilibreur est utilisé pour vérifier l'enveloppe extérieure d'un convertisseur de couple en cas de répartition inégale du poids. Imaginez simplement un convertisseur déséquilibré à l'intérieur d'une transmission automatique et les dommages qu'il peut causer lors de la rotation à des valeurs de régime élevées et vous comprendrez son utilisation. Les services automobiles mettent en œuvre ces outils pour éviter tout désaccord avec leurs clients et assurer une remise à neuf de haute qualité, bien que de nombreux reconstructeurs aient tendance à s'appuyer sur leur expertise et à produire des résultats de qualité sans eux.
Poste de contrôle de dégagement intérieur
Également connu sous le nom de support de jauge de jeu axial, cet outil a gagné en popularité grâce à sa simplicité et son efficacité. Le comparateur à cadran indique comment les éléments internes d'un convertisseur de couple sont positionnés dans le boîtier. Un grand dégagement conduira à des pulsations, tandis qu'un petit entraînera une rigidité redondante. Dans les deux cas, il y aura un impact négatif sur les performances générales de transmission. Cet outil compact joue un rôle clé pour éviter de telles situations.

Testeur d'étanchéité du convertisseur de couple
Le mécanisme d'alimentation en air comprimé utilisé dans le support facilite la détection de fuites dans une unité de conversion reconstruite. Si un cordon de soudure a été mal fait et qu'il y a des fuites dans une unité de conversion reconstruite, l'air pompé dans le TC immergé dans l'eau montrera des bulles d'air indiquant l'emplacement, de sorte que même de minuscules lacunes seront révélées. Une telle méthode de test est à la fois efficace et visuellement convaincante.
Après le test à l'air, l'unité de conversion en cours de reconstruction est ensuite confirmée en intégrité ou soumise à une soudure supplémentaire, qui est régulièrement facile à terminer manuellement.

Ancien modèle de poste de soudage. Hors production

Ancien modèle de poste de soudage. Hors production
QUESTIONS FRÉQUEMMENT POSÉES
Quels soudeurs sont fournis avec la machine ? Nous fournissons JASIC TIG 250 welder dans nos soudeuses à convertisseur de couple.
Puis-je le commander sans soudeurs et fournir le mien ? Oui. Veuillez vous spécifier pour commander la machine avec l'option "Welder Delete". Cela vous permet de vous procurer un soudeur Lincoln ou Miller comparable à utiliser dans la machine.
De quel type d'algorithme de soudage le soudeur dispose-t-il pour minimiser la distorsion ? Le soudeur à convertisseur de couple utilise un algorithme de soudage à 8 points lorsqu'il fait tourner le convertisseur de couple. Les 7 premiers points sont des soudures par points régulièrement espacées, le dernier point initiant le cercle de soudure complet. Ce processus est automatique une fois démarré et maintient la distorsion au minimum.
Exigences techniques électriques de l'équipement Hydra-Torque : La soudeuse à convertisseur de couple pour les États-Unis est livrée en standard 230 V/60 Hz/3 phases. D'autres configurations de tension sont disponibles sur demande et peuvent être citées et spécifiées au moment de la commande.
Outils supplémentaires requis pour les reconstructeurs de convertisseurs de couple :
Tour pour ouvrir le convertisseur de couple.
Système de nettoyage de pièces de qualité.
Pièces détachées convertisseurs de couple.
Où puis-je obtenir des pièces détachées pour les convertisseurs de couple ? Les fournisseurs locaux ou les fournisseurs internationaux de pièces de convertisseur de couple peuvent vous fournir toutes les pièces de rechange pour les réparations du corps de vanne et du convertisseur de couple. Hydra-Test peut conseiller ou recommander des options viables si nécessaire.
Quel mélange gazeux est nécessaire ? Typiquement, 80 % СО2 / 20 % d'argon (d'autres mélanges de gaz d'atelier de transmission typiques sont également appropriés). Le fil de soudage du convertisseur de couple a un diamètre de 0,8 mm.
OUTIL DE REMPLACEMENT DE MOYEU DE TURBINE DE CONVERTISSEUR DE COUPLE








Il existe différentes méthodes utilisées pour les remplacements de hub. La méthode préférée se résume à un choix personnel. En fonction de votre équipement de réparation de convertisseur de couple et des tours disponibles, certains clients retireront le moyeu endommagé avant de séparer le convertisseur de couple, car cela signifie que l'usinage de votre moyeu serait fidèle à l'ergot sur le capot avant, qui est maintenu dans le tour lors de la séparation du convertisseur de couple.
D'autres clients séparaient d'abord le convertisseur, puis maintenaient l'extérieur de la roue dans un tour à mâchoires ouvertes. Par conséquent, tenir et usiner uniquement le couvercle au lieu de l'ensemble du convertisseur. Cette méthode vous permet d'inspecter les composants internes et les deux côtés du couvercle avant de commencer à usiner le moyeu.
Quelle que soit la méthode que vous utilisez, vous devez mesurer la hauteur du moyeu d'origine avant de commencer le processus d'usinage. L'étape suivante consiste à décider si vous souhaitez utiliser le moyeu de remplacement à bride ou à montage bout à bout. Les moyeux montés bout à bout sont plus faciles à installer en termes d'usinage car tout ce que vous avez à faire est de couper le moyeu endommagé, puis d'usiner un trou étagé parfait en fonction du diamètre extérieur du moyeu de remplacement. Par conséquent, un trou de la taille du moyeu de remplacement centralisera le moyeu, puis usinera simplement la profondeur jusqu'à ce que votre moyeu se trouve à la même hauteur que l'original.
Le seul inconvénient de cette méthode est que la soudure de remplacement est juste contre le bord du moyeu et vous devez vous assurer qu'elle n'est pas trop haute ou trop grande car elle pourrait interférer avec le joint de la pompe lors de l'installation.
Le remplacement du moyeu à bride est plus facile à souder en place car la soudure de remplacement est plus éloignée du moyeu, mais l'usinage peut être plus compliqué à l'occasion lorsque vous essayez d'atteindre la même hauteur que l'original. Cela dépend du type mais généralement plus facile à réaliser si vous avez la possibilité de tenir le couvercle indépendamment sur un tour à mâchoires ouvertes.
Une fois que le moyeu endommagé a été retiré et qu'un remplacement s'insère dans un trou usiné à la même hauteur que l'original, il doit être soudé en place. Nous suggérons que le soudage MIG soit utilisé pour ce processus, sauf si vous êtes un soudeur TIG qualifié et formé. D'après notre expérience, le soudage TIG est trop chaud et décolore ou déforme assez gravement le moyeu.
Avant le soudage, le moyeu doit être maintenu en place et la turbine doit être centralisée sur le plateau tournant de la machine à souder. Le moyeu lui-même n'a pas besoin d'être centralisé sur la roue car la taille du trou doit être exacte, ce qui signifie que le moyeu est automatiquement centralisé tant que la roue a été maintenue au centre lors de l'usinage.
L'option recommandée pour maintenir le moyeu en place consiste à usiner des adaptateurs pour qu'ils s'adaptent parfaitement à l'intérieur du moyeu et qu'ils soient maintenus dans les mâchoires supérieures de la soudeuse. Ce processus aligne le moyeu de la turbine pour vous et maintient le moyeu en place pour le soudage. Assurez-vous simplement que la turbine est fixée à la table tournante afin qu'elle tourne avec la table lors du soudage.