

INFO FOR EU RESIDENTS
Available in the EU with 0 VAT and custom duties payed. Dispatched from Lithuania
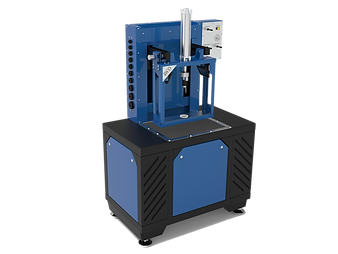
Sudor cu convertizor de cuplu
Această mașină de sudat cu convertor de cuplu este proiectată și reglată în conformitate cu toate nuanțele, care pot apărea în timpul jumătăților de sudură ale unui convertor de cuplu, servind drept cheie în rezolvarea problemelor TC. Sunt oferite diferite moduri pentru a se potrivi cu volumele și preferințele clienților: unitatea poate fi utilizată pentru utilizarea unuia sau a două pistoale de sudură.
CARACTERISTICI:
Structura rigidă și utilizarea de mecanisme și piese de înaltă precizie
Recuperarea permisiunii de degajare a cheii de rulare și joc axial
Control convenabil cu un singur panou tactil
Meniu detaliat în diferite limbi
Amplasarea precisă a mecanismului arzătorului cu gaz și a instrumentelor de măsurare
Posibilitatea de înlocuire ușoară a butucului rotorului
Butoane suplimentare de control manual (funcție suplimentară)
Sudorul vine ca standard cu un sudor pentru producția obișnuită. În plus, poate fi actualizat la o sudură cu pistol dublu.
Ecranul tactil industrial permite o operare simplă cu sau fără mănuși de protecție
Panou de control în stil inteligibil și modern pentru o navigare rapidă și confortabilă
Prize Ethernet și USB pentru ușurința actualizărilor software
Undoubtedly The Most Advanced Torque Converter Welder Available In The Market

FEATURED PRODUCT:
WS 3.2 TORQUE CONVERTER WELDER

Noi caracteristici ale sudorului WS 3.2
Hardware-ul suportului de sudură rulează de controlerul nostru HTC-S - permițând actualizarea software-ului și a firmware-ului cu ușurință.
Rotire crescută a plăcii rotative (până la 60 rpm) - permițând amplasarea rapidă a punctelor de sudură. Mișcările între cele 2 puncte de sudare (chiar și 180 de grade opuse) se fac în mai puțin de 1 secundă. Acest lucru previne complet deformarea metalului și garantează o aliniere precisă.
Panou de control cu ecran tactil, duplicând principalele moduri de operare cu butoane fizice. Acest lucru permite utilizatorului să folosească în continuare modul de urgență pentru control manual, chiar dacă computerul cu ecran tactil este oarecum deteriorat.
Panouri detașabile din oțel inoxidabil în zona de sudare - pentru protecție suplimentară împotriva stropilor de sudură.
Iluminare suplimentară a zonei de lucru cu un comutator separat pe panoul de control.
Ventilator de evacuare pentru îndepărtarea subproduselor de sudură.
Ecran care acoperă zona de lucru pentru a proteja operatorul în timpul ciclului de lucru.
Mandrine de precizie Steel Set-tru și rulmenți de înaltă precizie - atingeți cel mai înalt standard de precizie.
Semne speciale pe placa frontală cu un indicator care permite poziționarea cât mai precisă a pistoletelor de sudură - cu un buton suplimentar de revenire la poziția „0” pentru a iniția procesul de sudare.
Procedura simplificată de actualizare la standul de sudură cu 2 tunuri - în cazul unor volume deosebit de mari - cu proces ușor de reîncărcare a software-ului.
Dual chuck system

Datorită faptului că varietatea convertoarelor de cuplu reparate în timpul zilei de lucru poate fi destul de mare, tehnicienii trebuie să se ocupe de convertoare de cuplu de diferite dimensiuni. Pentru a crește eficiența muncii, este necesară accelerarea operațiunilor pregătitoare și de finisare. De aceea, mandrinele cu autocentrare cu trei fălci cu acţionare manuală sunt folosite ca elemente de blocare pentru a accelera instalarea convertizorului de cuplu pe suportul de sudură. Permite tehnicienilor să instaleze convertoare de cuplu cu diferite diametre ale butucului și pilotului pe suport fără manipulări suplimentare. Forța de prindere a mandrinelor este suficientă pentru a bloca convertizorul de cuplu în timpul procesului de sudare și pentru a oferi precizia necesară în etapa finală a reparației.
În timpul utilizării mandrinelor, va fi necesar să se schimbe mandrinele de fiecare dată când diametrele în cazul în care butucul și pilotul convertizorului de cuplu care sunt reparați diferă de dimensiunile unității precedente, ceea ce duce la reajustări ale suportului care necesită timp. În cazul utilizării de manșoane/bucșe adaptoare, pot apărea unele îndoieli cu privire la fiabilitatea blocării convertizorului de cuplu și există, de asemenea, șansa unui joc între bucșă și butuc (pilot). Dimensiunea degajării este o eroare de locație/poziționare, care ulterior are ca rezultat o aliniere greșită între butuc și pilot. Nealinierea va crește doar în timpul sudării.
Control electronic

Sistemul de control electronic permite tehnicienilor să ajusteze viteza de sudare, trecând de la modul de sudare la modul rotativ cu o precizie foarte mare. În etapa sudării este extrem de importantă sincronizarea rotației convertizorului de cuplu cu momentele de pornire/oprire a sudării. De asemenea, este necesar să existe o gamă largă de reglare pentru diferiți parametri (viteza de rotație, numărul de puncte de sudură etc.). Acest sistem de control permite setarea vitezei de sudare prin introducerea diametrului convertizorului de cuplu, ceea ce simplifică foarte mult configurarea suportului de sudare. Mai mult, este posibilă și modificarea nivelului de poziționare verticală a arborelui (mandrina superioară). În plus, acest sistem de control simplu și ușor de utilizat facilitează schimbarea limbii interfeței și a unităților de măsură. Toți factorii menționați pun un astfel de sistem cu mult deasupra oricăror soluții analogice.

ACCUTURN este o soluție în curs de brevetare pentru sudorii Hydra-Torque din a treia generație. Una dintre cauzele majore ale nealinierii este răcirea inegală a punctelor de sudură. Această tehnologie permite reducerea la minimum a nealinierii a două jumătăți ale unui convertor sudat. Cu funcția ACCUTURN, perioada de timp dintre 2 puncte de sudură care sunt situate diametral opuse (înseamnă 180 de grade unul față de celălalt) este mai mică de o secundă. Viteza de rotație a plăcii rotative între punctele de sudură este crescută datorită utilizării unui motor pas cu pas puternic. Dispozitivul de antrenare cu melc compensează sarcinile mari de inerție atunci când puneți chinurile la turații mari, permițând oprirea aproape instantanee a plăcii frontale.
Other Features



The torque converter welder boasts several notable features. Firstly, it incorporates the use of precision laser positioning to ensure accurate placement of welding guns, particularly when utilizing the dual gun welding option available in the WS welder model. Additionally, the HD (Heavy Duty) welder option showcases a spacious 450 mm faceplate, offering ample working area for welding tasks requiring extra strength and durability. Furthermore, the inclusion of the NOGA console enhances convenience by securely holding welding torches in place during operation.
Instrumente suplimentare pentru magazinul de convertoare de cuplu

Echilibratorul este utilizat pentru verificarea carcasei exterioare a unui convertizor de cuplu pe tema distribuției neuniforme a greutății. Imaginați-vă doar un convertor dezechilibrat în interiorul unei transmisii automate și răul pe care îl poate face atunci când se rotește la valori ridicate ale RPM și veți înțelege utilizarea acestuia. Serviciile auto implementează aceste instrumente pentru a evita orice dezacord cu clienții lor și pentru a asigura o remanufactură de înaltă clasă, deși mulți reconstructori tind să se bazeze pe expertiza lor și să producă rezultate de calitate fără ele.
Stand de verificare a liberului interior
Cunoscut și sub denumirea de suport de măsurare finală, acest instrument a câștigat popularitate datorită simplității și eficienței. Comparatorul indică modul în care elementele interne ale unui convertizor de cuplu sunt poziționate în carcasă. Un spațiu mare va duce la pulsații, în timp ce unul mic va duce la rigiditate redundantă. În ambele cazuri, va exista un impact negativ asupra performanței generale a transmisiei. Acest instrument compact joacă un rol cheie în evitarea unor astfel de situații.

Tester de scurgeri al convertizorului de cuplu
Mecanismul de alimentare cu aer comprimat utilizat în suport facilitează detectarea scurgerilor într-o unitate de convertizor reconstruită. Dacă o cusătură de sudură a fost făcută prost și există scurgeri într-o unitate convertizor reconstruită, aerul pompat în TC scufundat în apă va arăta bule de aer indicând locația, astfel încât chiar și golurile mici vor fi dezvăluite. O astfel de metodă de testare este atât eficientă, cât și convingătoare din punct de vedere vizual.
După verificarea testului de aer, unitatea convertizorului în curs de reconstrucție este ulterior confirmată de integritate sau este supusă unei suduri suplimentare, care în mod regulat este ușor de finalizat manual.

Model mai vechi de suport de sudura. Din producție

Model mai vechi de stand de sudura. Din producție
ÎNTREBĂRI FRECVENTE
Ce sudori sunt furnizați împreună cu mașina? Livrăm JASIC TIG 250 welder în mașinile noastre de sudură cu convertor de cuplu.
Pot să-l comand fără sudori și să-l aprovizionez pe al meu? Da. Vă rugăm să specificați pentru a comanda mașina cu opțiunea „Ștergere sudor”. Acest lucru vă permite să găsiți un sudor Lincoln sau Miller comparabil pe care să îl utilizați în mașină.
Ce fel de algoritm de sudare are sudorul pentru a menține distorsiunea la minimum? Sudorul cu convertizor de cuplu folosește un algoritm de sudare în 8 puncte în timp ce rotește convertorul de cuplu. Primele 7 puncte sunt suduri de prindere uniform distanțate, ultimul punct inițiind cercul complet de sudură. Acest proces este automat odată pornit și menține distorsiunea la minimum.
Cerințe tehnice electrice pentru echipamentele Hydra-Torque: Sudorul cu convertizor de cuplu pentru SUA vine ca standard de 230 V/60 Hz/3 faze. Alte configurații de tensiune sunt disponibile la cerere și pot fi cotate și specificate în momentul comenzii.
Instrumente suplimentare necesare pentru reconstructorii de convertizoare de cuplu:
Strung pentru tăiere deschide convertizorul de cuplu.
Sistem de curatare a pieselor de calitate.
Piese de schimb pentru convertizoare de cuplu.
De unde pot obține piese de schimb pentru convertizoarele de cuplu? Cele mai populare piese pentru convertizorul de cuplu ar fi garniturile de frecare, plăcile/discurile de frecare, inelele O, inelele de etanșare. Furnizorii locali sau furnizorii internaționali de piese de reconstrucție a convertoarelor de cuplu vă pot furniza toate piesele de schimb atât pentru reparațiile corpului supapei, cât și pentru convertizorul de cuplu. Hydra-Test poate sfătui sau recomanda opțiuni viabile dacă este necesar.
Ce amestec de gaze este necesar? De obicei, 80% СО2 / 20% argon (sunt de asemenea adecvate alte amestecuri tipice de gaze ale atelierului de transport). Firul de sudura al convertizorului de cuplu are un diametru de 0,8 mm.
INSTRUMENT DE ÎNLOCUIRE A BUTURILOR DE ROTOR CONVERTOR DE CUPLU








Există diferite metode utilizate pentru înlocuirea butucului. Metoda preferată se rezumă la alegerea personală. În funcție de echipamentul dvs. de reparare a convertizorului de cuplu și de strungurile disponibile, unii clienți vor scoate butucul deteriorat înainte de a separa convertizorul de cuplu, deoarece acest lucru înseamnă că prelucrarea butucului dvs. ar fi fidelă ștuțului de pe capacul frontal, care este ținut în strung la separarea convertor de cuplu.
Alți clienți ar separa mai întâi convertorul și apoi țin exteriorul rotorului într-un strung cu fălcile deschise. Prin urmare, țineți și prelucrați numai capacul în loc de întregul convertor. Această metodă vă permite să inspectați părțile interne și ambele părți ale capacului înainte de a începe prelucrarea butucului.
Indiferent de metoda pe care o utilizați, trebuie să măsurați înălțimea butucului original înainte de a începe procesul de prelucrare. Următorul pas este să decideți dacă doriți să utilizați butucul de înlocuire cu flanșă sau cu montare cap la cap. Butucii montați cap la cap sunt mai ușor de montat în ceea ce privește prelucrarea, deoarece tot ce trebuie să faceți este să tăiați butucul deteriorat și apoi să prelucrați o gaură în trepte perfectă pe baza diametrului exterior al butucului de înlocuire. Prin urmare, o gaură de dimensiunea butucului de înlocuire va centraliza butucul și apoi va prelucra pur și simplu adâncimea până când butucul dvs. se află la aceeași înălțime cu cel original.
Singurul aspect negativ al acestei metode este că sudura de înlocuire este aproape de marginea butucului și trebuie să vă asigurați că nu este prea înaltă sau prea mare, deoarece ar putea interfera cu etanșarea pompei la instalare.
Înlocuirea butucului cu flanșă este mai ușor de sudat pe loc, deoarece sudura de înlocuire este mai departe de butuc, dar prelucrarea poate fi mai complicată ocazional atunci când se încearcă să se obțină aceeași înălțime ca și originalul. Acest lucru depinde de tip, dar în general mai ușor de realizat dacă aveți opțiunea de a ține capacul independent pe un strung cu fălcile deschise.
Odată ce butucul deteriorat a fost îndepărtat și un înlocuitor se potrivește într-un orificiu prelucrat la aceeași înălțime ca și originalul, acesta trebuie să fie sudat la loc. Vă sugerăm să folosiți sudarea MIG pentru acest proces, cu excepția cazului în care sunteți un sudor TIG calificat și instruit. Din experiența noastră, sudarea TIG este prea fierbinte și decolorează sau deformează destul de rău butucul.
Înainte de sudare, butucul trebuie menținut pe loc și rotorul trebuie să fie centralizat pe placa rotativă a aparatului de sudură. Butucul în sine nu trebuie să fie centralizat pe rotor, deoarece dimensiunea orificiului ar trebui să fie exactă, ceea ce înseamnă că butucul este centralizat automat atâta timp cât rotorul a fost ținut central atunci când este prelucrat.
Opțiunea recomandată de ținere a butucului în poziție este de a prelucra adaptoarele pentru a se potrivi perfect în interiorul butucului și sunt ținute în fălcile superioare ale sudorului. Acest proces aliniază butucul rotorului pentru dvs. și ține butucul în poziție pentru sudare. Doar asigurați-vă că rotorul este fixat pe placa turnantă, astfel încât acesta să se rotească cu masa la sudare.